
By Jimmychou95 | Infineon
Have you ever wondered how machines are able to “see” and understand the world around them? It’s all thanks to a fascinating field called machine vision. While machine vision has traditionally been used for industrial automation, its potential applications extend far beyond that.
Today, I am thrilled to share with you a deeper understanding of the remarkable SuperSpeed USB applications in the context of machine vision. However, before we dive in, let me take a moment to give you a brief overview on USB3 Vision:




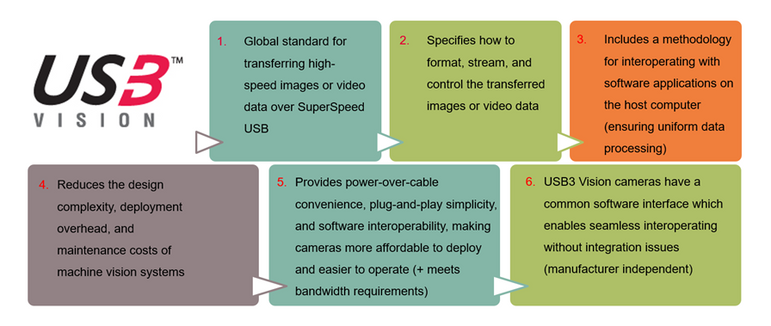
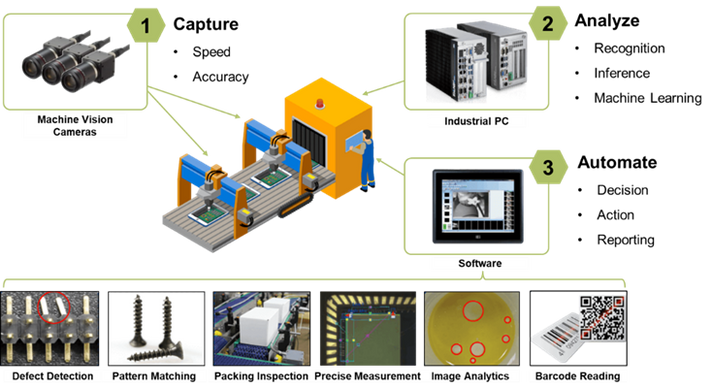
One bandwidth-hungry application that can benefit from SuperSpeed USB, or USB 3.0, is machine vision. Machine vision essentially gives machines the ability to see by using cameras; it relies on image sensors and specialized optics to acquire images so that computer hardware and software can process and analyze various characteristics of the captured images for decision-making. As image sensors are becoming more advanced, with higher resolution, higher frame rate, and deeper color, the amount of data generated for a captured image has grown exponentially. SuperSpeed USB with available bandwidth up to 20 Gbps is naturally an interface of consideration for machine vision cameras. To help the diffusion of SuperSpeed USB´s usage in machine vision, an industry standard called USB3 Vision was born.
Top potential applications of machine vision
Machine vision can be used to improve the quality, accuracy and efficiency of many different types of applications, and it becomes especially powerful when combined with artificial intelligence and machine learning. This combination enables fast and autonomous decision-making, which is the essence of any type of automation. Let´s take an example: a defect inspection system in a factory could use an inspection camera to take a high-resolution picture of each product on the production line, the machine vision software would then analyze the image and issue a pass or fail response based on some predetermined acceptance criteria.
{kind=link}
Machine Vision Technology in Medicine
Machine vision and machine learning are being used increasingly in the medical field, for tasks like detection, monitoring, and training. Machine vision is especially good at motion analysis, and can be used to detect neurological and musculoskeletal problems by tracking a person’s movement. This technology can also be used for things like home-based rehabilitation and remote patient monitoring, which could be especially beneficial for elderly patients.
Machine Vision Technology in Agriculture
In recent years, the agricultural industry has witnessed a significant rise in the adoption of machine vision technology , showing a lot of promise for reducing production costs and boosting productivity. Machine vision can be used for additional activities like livestock management, plant health monitoring, harvest prediction, and weather analysis. By automating these processes, we can create a smart food supply chain that doesn’t require as much human supervision. Machine vision’s biggest advantage is in being able to automate decision-making through non-invasive, low-cost methods that collect data and perform analytics. In plant farming, for example, yield estimation is a critical preharvest process, and by improving its accuracy farmers could better allocate transportation, labor, and supplies.
Machine Vision Technology in Transportation
For a long time, computer-aided vision has been used to help with vehicle classification in transportation, but as the technology has rapidly evolved, we can now do things such as large-scale traffic analysis and vehicle identification. Using the latest smart cameras, we can achieve accurate vehicle classification and identification: this can improve things like traffic congestion, safety monitoring, toll collection, and law enforcement. In fact, the proliferation of traffic cameras has essentially eliminated the need for such a large police force, as they can operate 24/7 to catch moving violations at any time. With further advancements in machine learning, image analytics can now be applied to traffic cameras: this can help direct traffic flow, monitor street safety, and reduce congestion for an entire city — saving time, fuel and resources on a large scale.
Machine Vision Technology in Retail
Machine vision is a useful tool for retailers who want to improve the customer experience and increase sales: by training machine learning algorithms with data examples, retailers can anonymously track customers in their store to collect data about foot traffic, waiting times, queueing time, etc. This data can then be used to optimize store layouts, reduce crowding, and ultimately improve customer satisfaction. To prevent impatient customers from waiting in long lines, retailers are also using machine vision to detect queues and manage them more efficiently.
Machine Vision Technology in Sports
Technology is increasingly being used to help athletes perform better in sports. From computer-generated analysis to cognitive coaching, from injury prevention to automated refereeing, technology is now playing a major role in almost every aspect of sports. One area that has seen a particular growth in recent years is the use of machine vision and AI in training, coaching, and injury prevention: it’s all about using smart cameras to track and analyze the movement of an athlete. The system monitors various ranges of motion, analyzes them in real-time and provides instant feedback. In recent years, smart cameras have become so sophisticated that even the smallest body movement can be tracked precisely down to limbs and joints.
By fully embracing USB 3.0-enabled machine vision, factories around the world are quickly and reliably automating and solving complex manufacturing issues. The same benefits are also shared with a wide range of other industries including health care, agriculture, transportation, retail, sports, and many more. Together with leading machine vision manufacturers in the world, Infineon is accelerating the automation revolution with EZ-USB FX3 based cameras scanners and video capturing systems. Additionally, the exciting news is that Infineon is looking forward to enable new applications and empower new customers with our next generation of 5 and 10 Gbps solutions coming by the end of 2023.